Funções, Componentes e Operação de Caldeiras de Recuperação na Indústria de Celulose
Publicado em 08 de Junho de 2026
1.0 Introdução à Caldeira de Recuperação
A caldeira de recuperação é, sem dúvida, o "coração" de uma fábrica de celulose. Este equipamento monumental não é apenas um dos ativos mais caros e complexos, mas também o ponto central que define a viabilidade econômica e a sustentabilidade ambiental de todo o processo produtivo. Sua importância estratégica reside em uma dupla função fundamental: regenerar os insumos químicos vitais e gerar a energia necessária para a autossuficiência da planta.
As duas finalidades principais da caldeira de recuperação são intrinsecamente ligadas e interdependentes:
• Recuperação Química: A função primordial é regenerar os produtos químicos utilizados na etapa de cozimento da madeira, que separa as fibras de celulose da lignina. O principal resíduo desse processo, o licor negro, é rico nesses químicos, principalmente hidróxido de sódio e sulfeto de sódio. Dentro da fornalha da caldeira, em um ambiente de redução controlado, ocorre a reação chave de redução do sulfato de sódio (Na?SO?), um subproduto do ciclo, de volta a sulfeto de sódio (Na?S), um reagente ativo. Esta regeneração em ciclo fechado é o pilar que garante a viabilidade econômica do processo Kraft, reduzindo drasticamente a necessidade de reagentes de reposição (makeup).
• Geração de Energia: O licor negro é também um combustível potente. Sua composição inclui uma alta carga de matéria orgânica, principalmente lignina, que é queimada na fornalha. A combustão dessa biomassa libera uma imensa quantidade de calor, que é utilizada para transformar água em vapor de alta pressão e temperatura. Este vapor superaquecido aciona turbo geradores, produzindo toda a energia elétrica que a fábrica consome. Em plantas modernas e eficientes, há uma geração excedente de energia que é vendida à rede elétrica nacional, constituindo uma importante fonte de receita e tornando a fábrica uma biorrefinaria autossuficiente.
Portanto, a caldeira de recuperação atua simultaneamente como um reator químico e uma poderosa usina de energia, sendo uma etapa central e interligada dentro do complexo ciclo de recuperação química da fábrica.
2.0 A Caldeira no Contexto do Ciclo de Recuperação Química
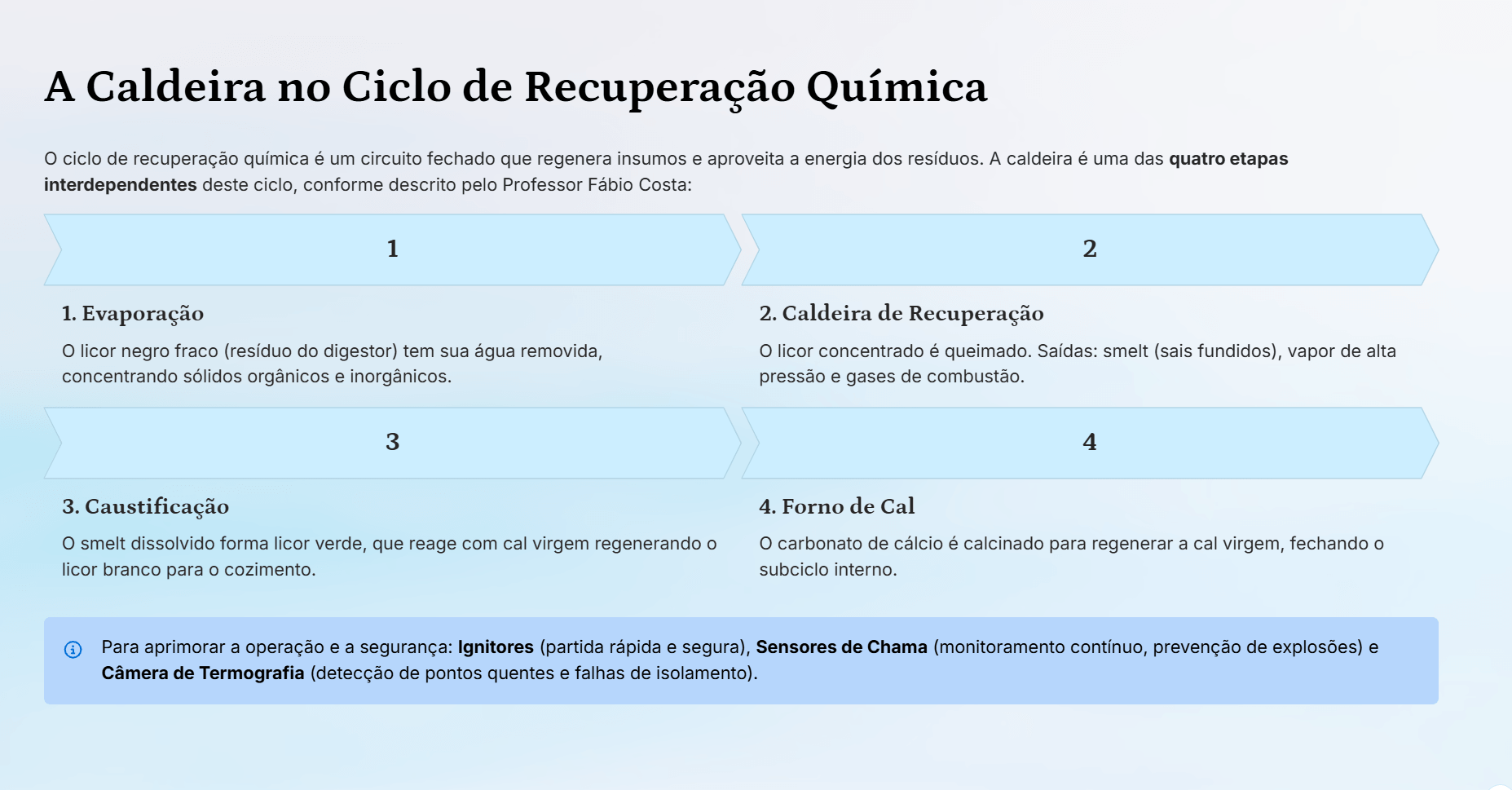
Para compreender plenamente a função da caldeira de recuperação, é essencial contextualizá-la dentro do ciclo de recuperação química, um circuito fechado que regenera os insumos e aproveita a energia contida nos resíduos do processo. A caldeira é uma das quatro etapas interdependentes deste ciclo.
Conforme descrito pelo Professor Fábio Costa, o ciclo de recuperação química pode ser dividido sequencialmente da seguinte forma:
- Evaporação: O processo se inicia com o licor negro fraco, um resíduo líquido do digestor (onde a madeira é cozida). Na planta de evaporação, remove-se a maior parte da água deste licor, concentrando seus sólidos orgânicos e inorgânicos.
- Caldeira de Recuperação: O licor negro concentrado, agora um combustível viscoso e rico em energia, é a principal entrada da caldeira. Ele é queimado em condições controladas. As principais saídas são: smelt (sais inorgânicos fundidos), vapor de alta pressão para geração de energia e gases de combustão, cujo calor é aproveitado ao longo do equipamento.
- Caustificação: O smelt que sai do fundo da caldeira é dissolvido em água, formando o licor verde. Na caustificação, este licor reage com cal virgem (óxido de cálcio), regenerando o licor branco (solução de hidróxido de sódio e sulfeto de sódio), que está pronto para ser reutilizado no cozimento da madeira.
- Forno de Cal: O principal resíduo da caustificação é o carbonato de cálcio. Este composto é enviado para o forno de cal, onde é calcinado (aquecido a altas temperaturas) para regenerar a cal virgem, fechando assim um subciclo interno e garantindo a sustentabilidade do processo.
Para aprimorar a operação e a segurança deste sistema, é possível fornecer:
• Ignitores: Facilitam o processo de partida do forno, garantindo uma ignição rápida e segura do combustível utilizado. Os ignitores modernos contam com sistemas automatizados que reduzem o tempo de resposta e aumentam a confiabilidade operacional.
• Sensores de Chama: São essenciais para o monitoramento contínuo da presença e qualidade da chama no forno. Eles permitem identificar falhas de ignição ou extinção inesperada da chama, acionando alarmes e procedimentos automáticos de segurança para evitar riscos de explosão ou danos ao equipamento.
• Câmera de Termografia: A instalação de uma câmera termográfica possibilita o monitoramento em tempo real da distribuição de temperatura interna do forno. Isso auxilia na detecção precoce de pontos quentes, falhas de isolamento ou acúmulo de material, permitindo intervenções rápidas e precisas na manutenção preventiva e corretiva.
Com o ciclo geral estabelecido, o foco agora se volta para os componentes e processos internos que fazem da caldeira de recuperação uma das peças de engenharia mais complexas da indústria.
3.0 Anatomia e Sistemas Principais da Caldeira de Recuperação
A caldeira de recuperação não é um equipamento monolítico, mas sim um conjunto integrado de sistemas complexos, onde cada componente desempenha uma função vital para a eficiência, a segurança e a continuidade operacional. A seguir, detalhamos os seus sistemas principais.
3.1 Sistema de Combustível (Licor Negro)
O combustível principal, o licor negro, é uma mistura de matéria orgânica (lignina e outros componentes dissolvidos da madeira) e matéria inorgânica (os produtos químicos do cozimento). O processo de introdução deste combustível na fornalha é crítico:
• Aspersão do Licor: O licor é injetado na fornalha através de bicos aspersores que o fragmentam em gotas. O controle do tamanho dessas gotas é de extrema importância. Gotas muito pequenas são leves e podem ser arrastadas pelo fluxo de gases de combustão sem queimar completamente, causando incrustações e perda de eficiência nas seções posteriores da caldeira. Por outro lado, gotas muito grandes são pesadas, caem rapidamente para o fundo da fornalha e não têm tempo suficiente em suspensão para a queima completa de seus componentes voláteis. O domínio da técnica de aspersão é fundamental, pois um desvio no tamanho das gotas impacta diretamente a eficiência da combustão e o acúmulo de incrustações nas superfícies de troca térmica.
• A caldeira de recuperação conta com queimadores de carga e de partida, que são essenciais para garantir a estabilidade da combustão, especialmente durante partidas, paradas e transições operacionais. Cada queimador deve possuir seu próprio sistema de gerenciamento de segurança (BMS – Burner Management System), permitindo monitoramento individualizado e respostas rápidas em caso de falhas.
• É fundamental destacar o papel dos sensores de chama: o sensor da chama principal do queimador deve ser capaz de distinguir a chama do combustível da chama do smelt, evitando interpretações erradas que podem comprometer a segurança e a operação. O ignitor piloto, responsável por acender o queimador principal, também conta com seu próprio sensor de chama dedicado, garantindo que o processo de ignição seja seguro e controlado.
• Para facilitar a manutenção e aumentar a segurança operacional, é comum o uso de lanças de posicionamento pneumática tanto para a lança de combustível quanto para o ignitor. Essas lanças permitem a remoção rápida e segura dos componentes para inspeção ou substituição, minimizando riscos e otimizando a operação da caldeira.
3.2 Sistema de Ar de Combustão e Tiragem
O ar é injetado de forma estratégica em diferentes níveis da fornalha para garantir uma combustão controlada e otimizar tanto a geração de calor quanto a reação de recuperação química.
• Ar Primário: Injetado na parte inferior da fornalha (zona de redução) com menor pressão. Sua função é controlar a queima do leito de carvão formado no fundo e, crucialmente, manter um ambiente redutor (com pouco oxigênio), que é essencial para a conversão de sulfato de sódio (Na?SO?) em sulfeto de sódio (Na?S).
• Ar Secundário: Injetado em um nível intermediário, abaixo dos bicos de licor, com uma pressão maior. Seu objetivo é fornecer o oxigênio necessário para a combustão dos gases voláteis liberados pelas gotas de licor em suspensão.
• Ar Terciário: Injetado na parte superior da fornalha, acima dos bicos de licor e com a maior pressão. Ele tem a função de completar a queima de qualquer combustível remanescente e criar uma "selagem" de ar, gerando uma turbulência que minimiza o arraste de partículas para as zonas de troca térmica.
O balanceamento preciso destes três níveis de ar é uma das tarefas mais complexas para o operador, impactando diretamente a eficiência da redução química, a integridade dos superaquecedores e a formação de emissões.
O sistema de tiragem, que movimenta o ar e os gases, evoluiu significativamente. Enquanto sistemas mais antigos utilizavam tiragem natural ou forçada/induzida, a configuração moderna para grandes caldeiras é a tiragem balanceada. Ela utiliza um ventilador para insuflar o ar de combustão (tiragem forçada) e um exaustor para succionar os gases (tiragem induzida), permitindo um controle preciso da pressão interna da fornalha. Esta configuração é indispensável para as caldeiras de grande escala vistas no Brasil, pois a tiragem natural seria completamente inadequada para vencer a perda de carga em equipamentos com superaquecedores, economizadores e longos dutos de gases.
3.3 Circuito de Água e Vapor
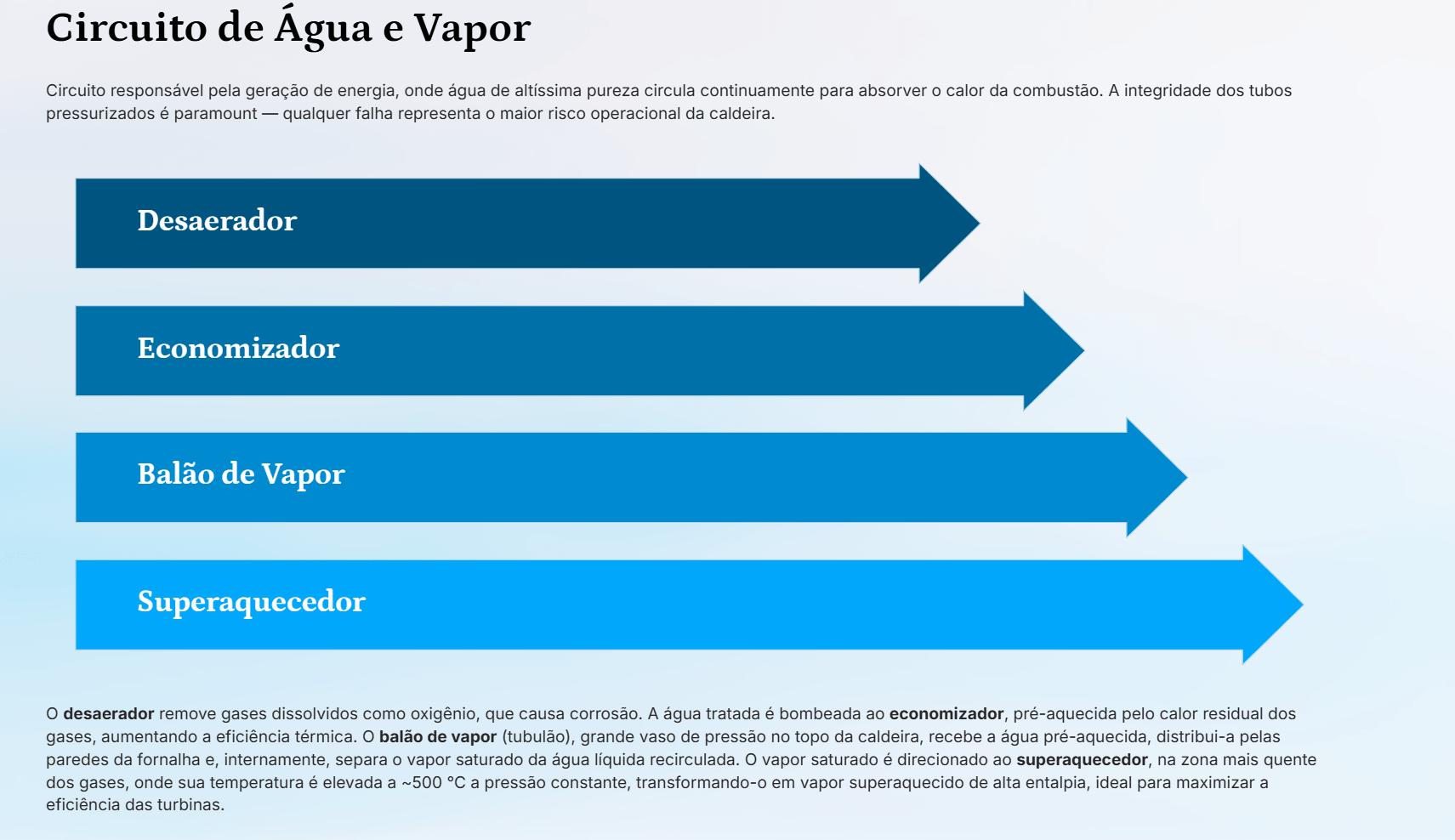
Este é o circuito responsável pela geração de energia, onde água de altíssima pureza circula de forma contínua para absorver o calor da combustão. A integridade deste circuito é paramount, pois qualquer falha nos tubos pressurizados representa o maior risco operacional da caldeira.
- Desaerador: A água de alimentação é primeiramente tratada em um desaerador, onde gases dissolvidos, como o oxigênio (que causa corrosão), são removidos.
- Economizador: A água tratada é bombeada para o economizador, um grande trocador de calor localizado na parte final do percurso dos gases de combustão. Aqui, a água é pré-aquecida pelo calor residual dos gases, aumentando significativamente a eficiência térmica geral do ciclo.
- Balão de Vapor (Tubulão): Este é um grande vaso de pressão localizado no topo da caldeira. Ele recebe a água pré-aquecida do economizador, a distribui através de tubos descendentes para as paredes da fornalha e recebe de volta a mistura de água e vapor gerada pelo calor intenso da combustão. Dentro do balão, separadores internos separam o vapor saturado da água líquida, que é recirculada.
- Superaquecedor: O vapor saturado, já separado no balão, é direcionado para o superaquecedor, um conjunto de feixes de tubos localizado na zona mais quente do fluxo de gases. Nesta etapa, a temperatura do vapor é elevada a níveis muito altos (próximos a 500 °C) a pressão constante, elevando significativamente sua entalpia e transformando-o em vapor superaquecido de alta energia, ideal para maximizar a eficiência das turbinas.
3.4 Sistema de Gases de Combustão e Remoção de Cinzas
Os gases quentes gerados na fornalha são a fonte de energia para a geração de vapor. A gestão destes gases e das cinzas é um balanço contínuo entre maximizar a recuperação de calor e minimizar a formação de depósitos que reduzem a eficiência e podem forçar paradas não programadas.
• Trajeto dos Gases: Da fornalha, os gases fluem em alta velocidade, transferindo calor sequencialmente para as paredes de água, o superaquecedor, o banco gerador (boiler bank) e, finalmente, os economizadores, antes de serem direcionados para o tratamento final. Durante esse percurso, a análise do teor de oxigênio nos gases de combustão é fundamental para o controle operacional da caldeira. Monitorar o oxigênio permite ajustar a quantidade de ar de combustão, garantindo uma queima eficiente, minimizando a formação de depósitos e otimizando tanto a recuperação química quanto a geração de energia. Além disso, a análise contínua de oxigênio contribui para a redução de emissões atmosféricas e para a segurança do processo, evitando condições de combustão incompleta ou excessiva, que podem comprometer a eficiência térmica e a integridade dos equipamentos. #OXITEC #COMTEC
• Sopradores de Fuligem: Durante a queima, cinzas ricas em sulfato de sódio são arrastadas com os gases e se depositam nas superfícies de troca térmica, agindo como um isolante e reduzindo a eficiência. Os sopradores de fuligem são lanças retráteis que injetam jatos de vapor de alta pressão para remover mecanicamente essas incrustações, garantindo a limpeza dos tubos e a durabilidade da campanha operacional da caldeira.
• Precipitador Eletrostático (ESP): Após deixar a caldeira, os gases passam pelo ESP, um equipamento de controle ambiental. No seu interior, as partículas de cinza são eletricamente carregadas (ionizadas) e atraídas por placas coletoras com carga oposta. Este sistema remove mais de 99% do material particulado dos gases antes de sua liberação para a atmosfera, cumprindo uma função tanto ambiental quanto de recuperação, pois as cinzas coletadas são ricas em químicos e retornam ao processo.
A análise do teor de CO nos gases de combustão antes de sua entrada no ESP é fundamental para garantir a segurança operacional e a eficiência ambiental da caldeira de recuperação. O CO é um indicador direto da qualidade da combustão: níveis elevados sugerem combustão incompleta, o que pode resultar em maior formação de depósitos, aumento de emissões poluentes e risco de explosões dentro do precipitador eletrostático. O controle rigoroso do CO permite ajustes imediatos na quantidade de ar de combustão, promovendo uma queima mais eficiente e segura. Além disso, a redução do CO contribui para a diminuição de emissões atmosféricas e para o cumprimento das normas ambientais, protegendo tanto os equipamentos quanto o meio ambiente. #COMTEC
3.5 Sistema de Smelt e Licor Verde
No fundo da fornalha, o produto inorgânico da queima e da redução química se acumula como um líquido fundido a altíssimas temperaturas, chamado smelt. O manuseio seguro do smelt fundido é uma das operações mais críticas, exigindo sistemas robustos e operadores altamente treinados para prevenir o contato explosivo com a água.
• Composição e Remoção: O smelt é composto basicamente por carbonato de sódio e sulfeto de sódio. Ele é removido continuamente da caldeira através de canais resfriados, conhecidos como bicas de smelt.
• Tanque Dissolvedor: O smelt escoa pelas bicas e cai em um grande tanque com agitação, o tanque dissolvedor, onde é dissolvido em uma solução aquosa fraca (lavado fraco). O resultado dessa dissolução é o licor verde, que é então bombeado para a planta de caustificação para continuar o ciclo de recuperação química.
A operação coordenada e segura de todos esses sistemas complexos depende do gerenciamento preciso de variáveis críticas, que definem a estabilidade do processo.
4.0 Variáveis Operacionais, Segurança e Manutenção
A operação de uma caldeira de recuperação é uma tarefa de alta complexidade, que exige o monitoramento e controle contínuo de múltiplas variáveis inter-relacionadas para garantir estabilidade, eficiência e, acima de tudo, segurança.
4.1 Variáveis de Controle
As principais variáveis de controle que os operadores monitoram minuto a minuto incluem:
• Quantidade e distribuição de ar nos níveis primário, secundário e terciário. #PROMECON
• Temperatura dos gases em diferentes pontos da caldeira.
• Concentração de sólidos e temperatura do licor negro alimentado.
• Nível de água no balão de vapor.
• Pressão interna da fornalha.
4.2 Segurança Operacional
O risco mais grave associado à operação de uma caldeira de recuperação é a explosão por contato entre água e smelt. O smelt no fundo da fornalha está a uma temperatura superior a 800 °C. Se um dos milhares de tubos que formam as paredes da fornalha se romper, a água pressurizada em seu interior pode vazar e entrar em contato direto com o smelt fundido. Esse contato provoca uma vaporização explosiva e instantânea da água (Rapid Smelt-Water Explosion), gerando uma onda de pressão violenta que pode destruir o equipamento. Qualquer suspeita de vazamento de água na fornalha exige uma parada de emergência imediata. Para isso, as caldeiras são equipadas com um sistema de drenagem de emergência, capaz de esvaziar rapidamente toda a água do equipamento para mitigar o risco de uma explosão.
4.3 Ciclos de Manutenção
A continuidade operacional é medida em "campanhas", que representam o período entre as paradas gerais para manutenção e inspeção.
• Campanha Operacional: Conforme a norma regulamentadora NR-13 no Brasil, caldeiras de recuperação podem operar continuamente por até 18 meses entre as paradas para inspeção interna.
• Desafios para Extensão da Campanha: Estender a duração das campanhas é um objetivo constante, pois paradas representam perda de produção. Os principais desafios para atingir longos períodos de operação são a manutenção da limpeza das superfícies de troca térmica (função crítica dos sopradores de fuligem) e o controle rigoroso de contaminantes no ciclo, como cloreto e potássio. Estes elementos são problemáticos porque reduzem o ponto de fusão das cinzas, gerando depósitos mais duros, pegajosos e corrosivos, que são difíceis de remover e podem acelerar o entupimento da caldeira.
A complexidade operacional e a evolução dos sistemas de segurança estão diretamente ligadas à notável escalada tecnológica e de capacidade que as caldeiras de recuperação têm apresentado no Brasil.
5.0 Evolução e Panorama das Caldeiras de Recuperação no Brasil
O crescimento exponencial da indústria de celulose no Brasil, que se tornou líder mundial na produção, impulsionou um avanço tecnológico sem precedentes no tamanho, capacidade e eficiência das caldeiras de recuperação. O que antes eram unidades relativamente simples, hoje são projetos de engenharia gigantescos.
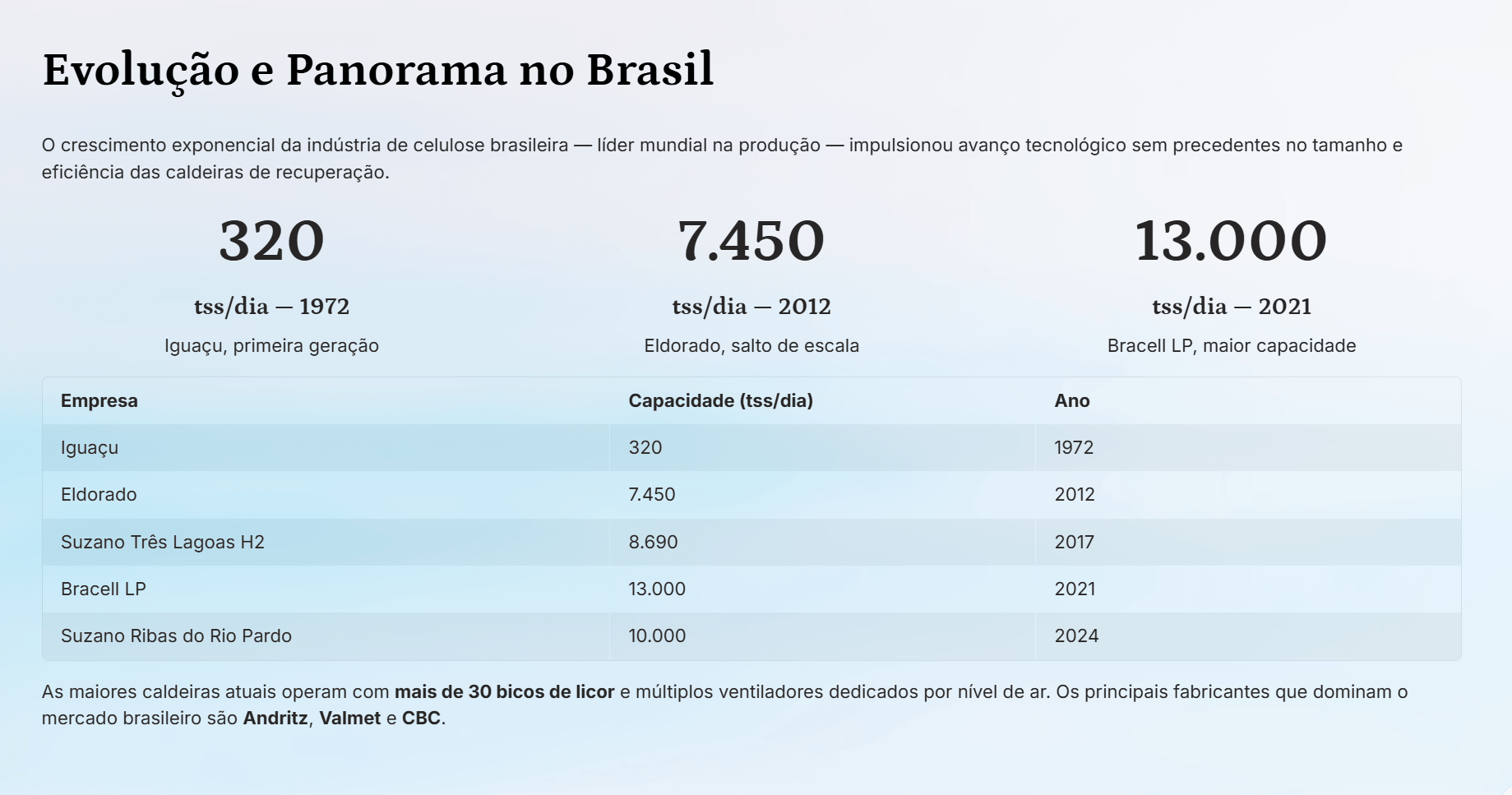
Este dramático aumento de escala impactou diretamente a complexidade dos sistemas auxiliares. Uma caldeira antiga, por exemplo, poderia operar com apenas um bico de licor e um ventilador para cada nível de ar. As maiores caldeiras atuais operam com mais de 30 bicos de licor e múltiplos ventiladores dedicados para cada um dos níveis de ar (primário, secundário e terciário), refletindo um aumento massivo na quantidade de equipamentos a serem controlados.
Os principais fabricantes de caldeiras de recuperação que dominam o mercado brasileiro e impulsionam essa evolução tecnológica são Andritz, Valmet e CBC.
Por trás desses equipamentos massivos e de sua crescente automação, a necessidade de profissionais altamente qualificados para projetar, operar e manter esses ativos de forma segura e eficiente torna-se cada vez mais crítica.
6.0 Conclusão
Este relatório detalhou as múltiplas facetas da caldeira de recuperação, reafirmando seu papel duplo e indispensável como um reator químico para a regeneração de insumos e como uma central de energia de alta eficiência para a autossuficiência da planta de celulose.
A trajetória evolutiva deste equipamento é notável, transitando de simples unidades de queima para sistemas de alta complexidade e engenharia avançada. O gigantismo das caldeiras modernas é um reflexo direto do protagonismo e da escala da indústria de celulose brasileira no cenário global.
Por fim, é crucial destacar que a operação segura e rentável desses ativos críticos depende não apenas da robustez da tecnologia embarcada, mas fundamentalmente do conhecimento técnico, da disciplina operacional e da responsabilidade dos engenheiros e operadores que os gerenciam diariamente, garantindo que o "coração" da fábrica continue a pulsar com força e confiabilidade.
RELACIONADAS
Ver todos
A indústria metalúrgica enfrenta desafios únicos quando se trata de processamento térmico de metais. A PROMECON se destaca ao oferecer soluções inovadoras para uma ampla gama de aplicações nesse setor, seja no processamento de ferro e aço ou de outros metais essenciais para a produção, refinação ou reciclagem.


As sucroalcooleiras desempenham um papel crucial na produção de biocombustíveis e energia no Brasil. Com o avanço das tecnologias de aproveitamento de resíduos, os queimadores de biometano emergem como uma solução promissora para alavancar a eficiência energética e reduzir custos operacionais.

Bombas de Calor: A Solução Eficiente e Sustentável para a Indústria As bombas de calor estão se consolidando como uma das melhores soluções tecnológicas para empresas que buscam otimizar a eficiência energética, reduzir custos operacionais e minimizar o impacto ambiental. Com aplicações versáteis e um desempenho superior, as bombas de calor oferecem uma alternativa avançada aos sistemas tradicionais de aquecimento e resfriamento utilizados na indústria.

A busca por processos industriais mais eficientes e sustentáveis tem impulsionado o desenvolvimento de tecnologias que minimizam emissões poluentes. Entre elas, os queimadores de baixo NOx (óxidos de nitrogênio) se destacam por reduzir a geração desses compostos, contribuindo para o atendimento de normas ambientais cada vez mais rigorosas.
 R. Paulo
Setúbal, 2144 - Boqueirão, Curitiba - PR
R. Paulo
Setúbal, 2144 - Boqueirão, Curitiba - PR administracao@c2ebrasil.com.br
administracao@c2ebrasil.com.br